



摘要:利用无搭边高速冲加工工艺技术的特点,结合信号继电器的产品特点及技术要求,通过研究,实现在铁路信号继电器生产制造中的应用,提高信号继电器重锤片零件的生产效率及加工质量,降低制造成本,同时提高冲工作业生产过程中的安全性。
关键词:无搭边高速冲技术,重锤片,信号继电器零件。
第一章 绪论
随着铁路建设的强力推动,铁路信号继电器需求呈逐年增加趋势。通过对高速冲剪工艺应用性研究,结合信号继电器的产品特点及技术要求,实现其在铁路信号继电器生产制造中的使用,提高信号继电器零件的生产效率及加工质量,降低制造成本,同时提高冲工作业生产过程中的安全性。
1.1重锤片概述
重锤片是无极继电器磁系统中的一个零件,也是影响继电器机械特性的关键件。无极继电器的磁系统见图1 由铁心、L形轭铁、角形衔铁、前后线圈组成。衔铁是用个蝶形钢丝卡压在轭铁刀口上,结构简单、动作灵活,重锤片铆接在衔铁上,以保证继电器断电后在重力的作用下使衔铁可靠断开,安装重锤片的数量由继电器接点系统的结构而确定,应使衔铁的重量基本能满足后接点压力的需要。其生产一直使用普通冲床,通过剪、冲等工序完成,随着该类产品年需求量的不断增长,该工艺已经不能满足需求。为了提高生产效率、降低成本、提高产品质量的稳定性,根据零件的形状、技术要求以及现有的设备,对该零件加工工艺进行改进优化。
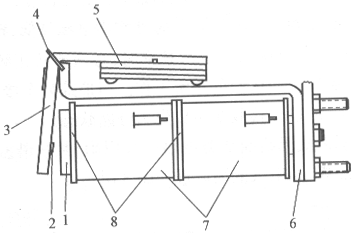
图1 无极继电器磁系统
1—铁心;2—止片;3—衔铁;4—钢丝卡;5—重锤片;6—轭铁;7—前后线圈;8—前后线圈架。
第二章 重锤片级进模设计
2.1工艺分析及排样设计
安全型继电器重锤片如图2所示,材料为冷轧钢板Q235-A,零件外观及技术要求如下:①零件表面不允许有划痕、拉伤、点状垫伤、无毛刺;②铆接安装后零件的外观应平整,一致性精度要求高;③要求零件生产成本低,模具便于拆卸、维修、刃磨方便,刃磨一次冲次需达到100万次。④生产批量大,有A、B两种规格,厚度分别为1mm和1.5mm,每台继电器叠铆数量大致在3~8片,年产量36万台。⑤要求利用现有德国进口RVD40-720NS型高速自动压力机(含校平、自动送料机构)设计,最大冲裁吨位为40吨,模具允许最大长度720mm ,模具闭合高度为340mm。
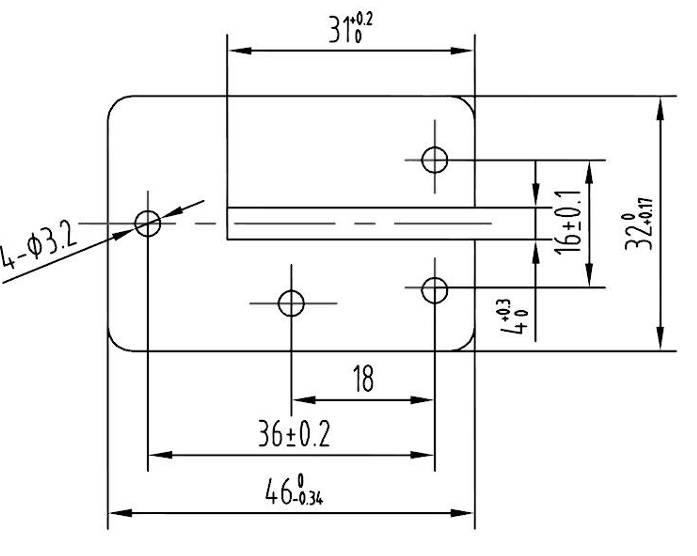
图2 重锤片零件图
零件冲压的工艺特性:从冲零件的安装孔开始到最后切断零件成形,为减少工位中步距误差,对有相对位置的安装孔在同一工位冲裁;考虑滚剪带料的镰刀弯现象、材料利用率等,对零件尺寸精度以及组装后衔铁组件周边整齐度的影响;为便于维修、更换、调模、设备的台面尺寸,尽可能减小模具的长度。综合以上各因素并按零件的工艺可行性设计出了合理的排样,采用无搭边,横向排料方式,料宽46mm,步距36mm,材料的利用率提高了15﹪,年节约成本可达到15万,排样共设5工位,为了提高凹面镶块、卸料板和固定板的强度,在第4工位设置了空工位,有效工位4步。排样图如图3所示,工位:①冲导正孔及重锤片叠铆孔;②冲导正孔及重锤片叠铆孔;③冲中间槽空步;④空工位;⑤切断;
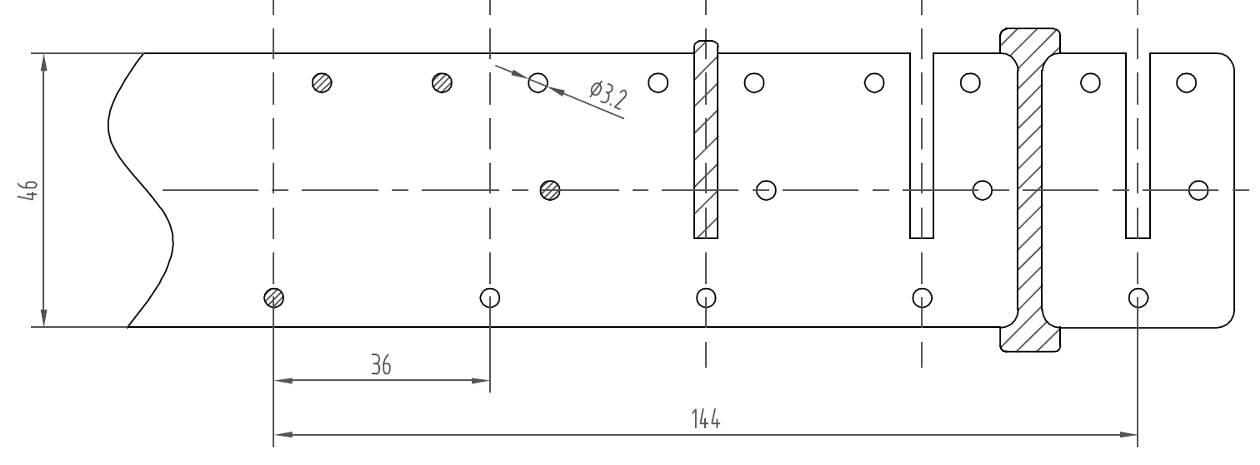
图3 重锤片排料图
2.1模具结构设计
对于高速自动送料冲压级进模而言,模具的导向精度要求比较高,同时由于采用无搭边排样设计,给设计与制造模具带来一定的难度。模具结构如图4所示,此模具工作台面300×300mm,闭合高度340mm,模具冲速在120~300次/min,具有良好的刚度和精度、稳定可靠的卸料和安全保护功能,各工艺零件和辅助零件都给定淬火硬度。
1)模具精度高。上下模座分别安装4组导柱为50mm的滚珠导柱、导套、起精密导向作用,装入级进模的每对导柱、导套按过盈配合的方式装配,保证模座的导向精度达到0.02mm,加上高速冲配有自动送料机构,经调整后步距精度可达到0.005-0.01mm。在凹模固定板、卸料板上之间增设8个导正钉,保证凸凹模固定板、卸料板之间的导向精度,零件尺寸精度的一致性也得到了有效的保证。
2)安全保护功能。主模架上下运动位置分别设计有:4组限位柱、6组凹模限位柱、6组卸料版限位柱限程和安全监测保护装置。在第2工位有检测冲片零件位置是否正确到位的检测销,当条料误送或是送料不到位时,检测销就会上移,促使传力杆向左移动,安装在模具机床上的安全监测装置即向机床发出指令(停机并报警),从而对模具和机床起到保护作用,避免出现废品、损坏模具和机床。
3)模具主要零件的材料。上下模座材料、卸料版材料为45钢,调质处理硬度为240-280HB。各冲孔、冲槽、切断凸凹模材料均为进口瑞典一胜百的ASP-23粉末高速钢,淬火处理后硬度61-63HRC。导向板、导料板,检测销材料为CrWMn,硬度为60-62HRC。检测销材料为CrWMn,硬度为55-60HRC。
4)侧压装置。在送料方向的一侧装侧压装置,迫使条料始终如一紧靠另一侧导料板送进,避免条料在导料板中偏摆,消除了条料的宽带误差而造成的工件尺寸精度降低。
5)凸凹模结构。为节约模具材料,降低加工成本,用ASP-23粉末高速钢材料较多的凸模均采用两层镶拼结构,基体为模具钢。凹模采用镶拼结构,更换方便,镶套外部与凹模固定板以适量过盈配合的方式压入,内壁采用直通式结构,相对于冲压的方向的斜度取8',从凹模上端刃口向下10mm长度由于斜度而引起的冲裁间隙的增大值在冲裁间隙的允许范围内,这样做的结构保证了高速钢合金镶套良好的加工工艺性和以后凹模损坏时维修的方便性,同时保证了冲压时废料能及时漏料,有效的防止废料上带。冲孔凸模安装形式均采用从上模座上用顶杆、双螺塞锁紧及调整圈等构件组成,此结构便于调整凸模高度及拆卸更换。为减小凸模长度,并保证卸料板的强度,工作时上垫板、凸模固定板分别沉入卸料板基体中,这样可以最大限度加大卸料板基体的厚度,满足强度要求。
5)经济效益分析。无搭边高速冲工艺有以下特点:一是由于采用无搭边冲裁,材料利用率提高14﹪,年节约材料费用达5万多;二是提高了生产效率,按原工艺加工日生产量为10000件/人,新工艺日生产量可达到54000件/人,效率可以提高5倍以上 ;三是新模具的刀口材料采用了进口合金材料,提高了模具耐磨性,修模由原来每年100多次减少到2次左右,降低了模具维修费用,每年可以节约维修费用7万多。四是重锤片在高速冲上加工生产后,工作环境和安全性得到明显改善,设备利用率也得到了提高。综合以上各因素并按年生产该类继电器36万台计算,年节约成本达到15万,经济效益还是相当可观。
第三章 结论
根据上述分析,综合考虑工艺、设备、安全、生产管理等因素,确定重锤片级进模具的结构方案,如图4 。
无搭边高速冲裁工艺已投入批量生产,冲件质量稳定,模具寿命高,生产冲次达200次/min以上,刃模一次连续冲裁达到100万次以上,并实现了零件无搭边高速冲裁,生产效率提高了5倍以上,节约了原材料,降低了模具成本。通过批量生产总结经验,改进和完善该工艺,批量生产后,陆续推广到其他零件的生产上,并将该工艺作为提高继电器生产效率、材料利用率、降低成本的切入点继续对类似零件进行工艺改进。
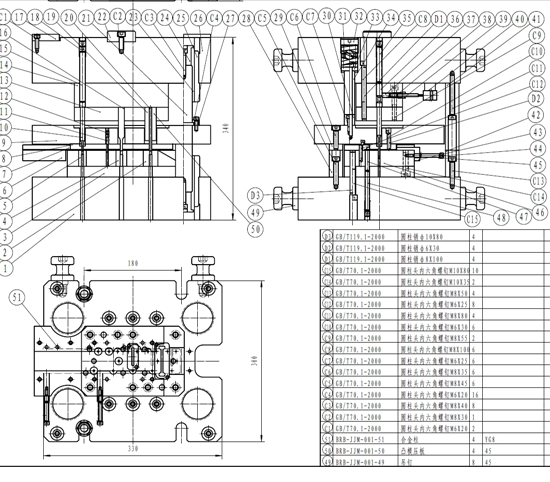
图4 重锤片模具结构图
参考文献
[1]胡耀华.信号继电器及检修(上册).北京:中国铁道出版社.
[2]于骏一 邹青.机械制造技术基础.北京:机械工业出版社.
[3]彭健声.冷冲压技术问答(下册).北京:机械工业出版社.